
- 블로그
- 웨비나
- 유용한 웹
- 이벤트
자동견적 시스템 이용이 가능한 경우
※ 가장 저렴하게 이용 가능- STL, OBJ, WRL, DAE, X3D형식의
파일이 준비된 경우
- 모델에 면처리 오류가 없는 경우
- 체적을 계산할 수 있는 모델의 경우
셀프견적
주문이 가능한 견적서 요청 시 Only!
- 치수가 기입된 도면이 준비된 경우- 3D 모델링 데이터가 있는 경우
- STL형식 등으로 변환이 어려운 경우
- 자동견적 대상이 아닌 재질의 경우
(예 : 실리콘, CNC 정밀가공, 도자기
등...)
맞춤견적 문의
구체적인 도면이 준비되지 않은 경우
- 스케치 정도만 준비되어 있는 경우 - 견적과 상관없는 일반 문의의 경우- 대략적인 사이즈 만으로 가격 문의
대략견적
1:1문의
|
2016년 01월 17일
Formlabs Form 2 테스트 출력물 리뷰 2/2편
 |
|
Formlabs사의 업그레이드되어 출시된 SLA 3D 프린터 Form 2 의 출력물 리뷰(Review) 2편입니다.
3. 빛샘현상(Light Bleeding) 정도 확인
빛샘현상(Light Bleeding)이란?
SLA 및 DLP 출력방식은 액상 플라스틱 레진(Resin)을 빛(자외선, UV)으로 경화시켜 고체로 만드는 방식의 일종입니다. MJM 또는 Polyjet 방식도 똑같이 빛으로 액상수지를 경화시키는 방식이지만 필요한 만큼 노즐로 분사하고 경화시키므로 원치 않는 부분이 경화되는 경우는 거의 없습니다.
하지만, SLA 및 DLP 방식은 액상수지가 담겨있는 수조 속에서 특정 영역에 빛을 주사하여 경화시키는 방식이기 때문에 빛이 새어나가면 원치않는 곳까지 경화가 되는 단점이 있습니다.
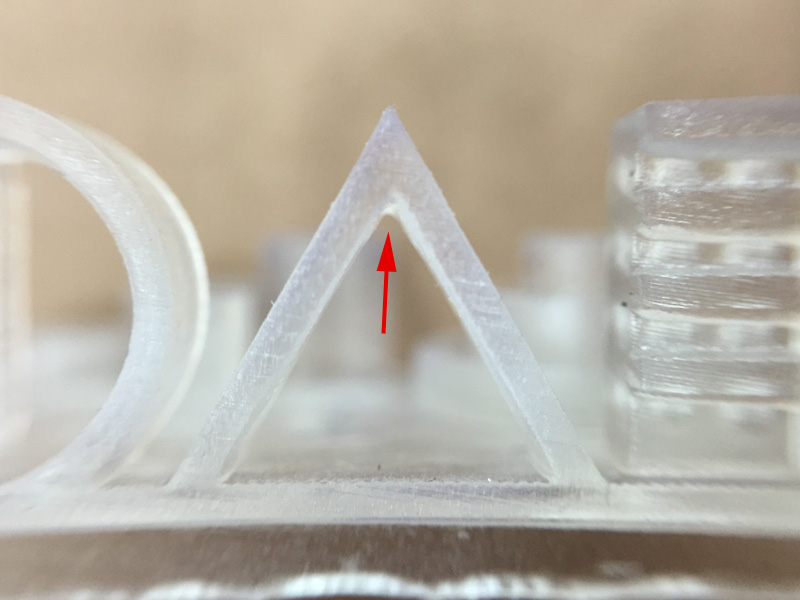
가장 일반적인 빛샘현상은 이미 경화된 레이어 면 뒤의 레진이 이 새어나온 빛에 함께 경화가 되는 현상으로 아래 사진과 같이 출력물이 지저분해지는 현상입니다.
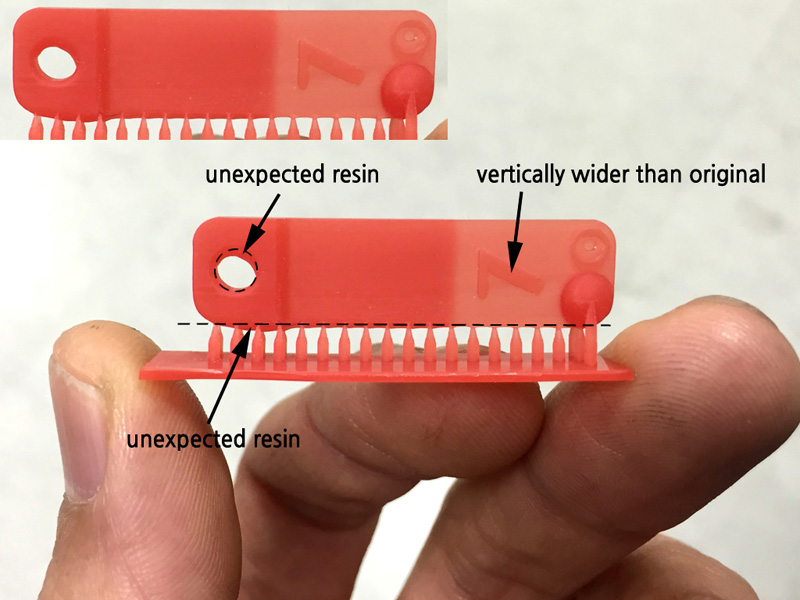 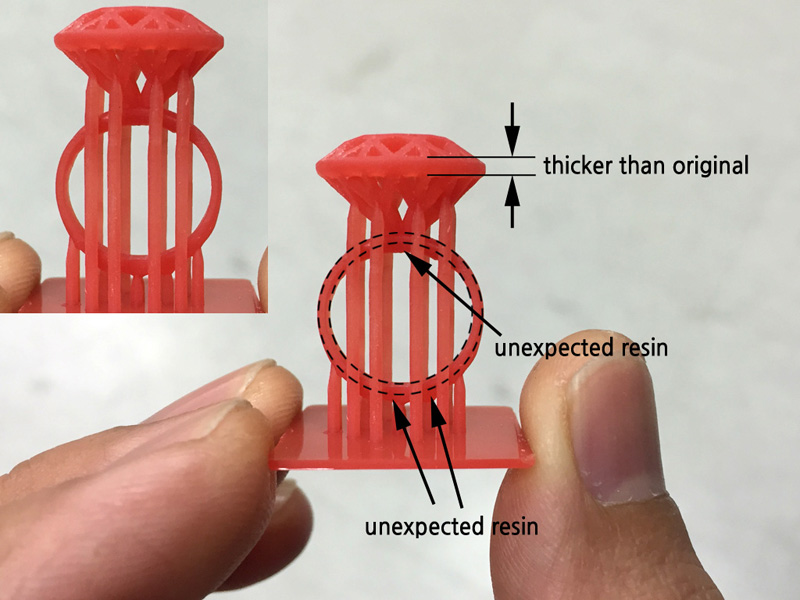 빛샘현상이 일어나면 위 사진에서 볼 수 있듯이 반지를 세워서 출력할 경우 반지 링의 두께가 일정하지 않게 됩니다. 특히 수평부분의 두께가 원치않게 두꺼워지며 구멍은 막히거나 찌그러지게 됩니다.
국내 대표적인 DLP 프린터 제조업체는 이 중요한 문제를 인지조차 하지도 못하고, 3D 프린팅 전시회에 위 사진보다 더 심각한 불량 출력물들을 당당하게 전시를 하는 웃지 못할 어의없는 일도 있었습니다. 그렇지 않아도 회원님들과 주변 지인들의 3D 프린터 추천요청이 많아 주요 업체들과 미팅을 하던차였기에 찾아가 미팅을 해봤으나 담당자들은 빛샘현상 해결방법에는 관심도 없고 매출만 올리려고 혈안이 된 모습이 참으로 안스럽기만 했던 기억이 있습니다. 그 덕분에 이번에 좋은 파트너를 만나게 되었으니 고맙다고 해야할지...
빛샘현상은 액상수지가 어느정도 투명도가 있다면 발생하게 됩니다. 액상수지가 완전히 불투명하다면 빛샘현상은 거의 없겠지만 0.05mm 정도 두께의 플라스틱은 뒤에서 빛을 비추면 대개 빛이 새어나옵니다. 이런 이유로 DLP 출력방식은 레진의 구성요소와 경화시간과의 궁합이 상당히 중요합니다.
액상수지를 경화시키는 빛은 자외선(UV)입니다만, 일반적인 DLP 3D 프린터에 장착되어있는 DLP 프로젝터는 가시광선을 주사합니다. 가시광선에는 일정량의 자외선이 포함되어 있지만, 프로젝터에는 눈에 치명적인 자외선을 어느정도 차단할 수 있는 UV 필터가 장착되어 있습니다. 이런 이유로 DLP 출력방식은 액상레진을 경화 시킬 때 수초~수십초 동안 빛을 주사해야만 합니다. 이 시간동안 빛이 새어나가면 위와같은 출력불량이 발생하게 되는 것입니다.
가격이 수천만원 이상하는 원조 DLP 프린터 또한 이러한 빛샘현상 문제를 어느정도는 갖고 있긴 합니다.
반면, Form 2 프린터와 같은 SLA 출력방식은 대게의 DLP 프린터와는 달리 자외선(UV) 레이져를 이용합니다. 이 레이져 빔은 빠르게 지나가며 레진을 경화시키기 때문에 DLP 방식에 비해 상대적으로 빛샘현상에 크게 민감하지 않습니다. 하지만 완전히 투명한 재질이라면 상황이 달라질 수도 있을 듯 하여 이번 리뷰용 출력샘플을 투명재질로 출력하였습니다.
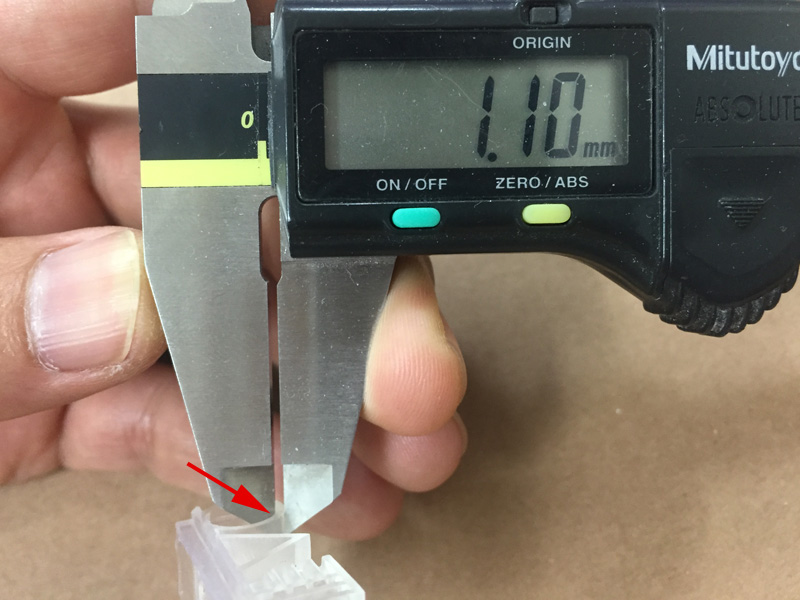
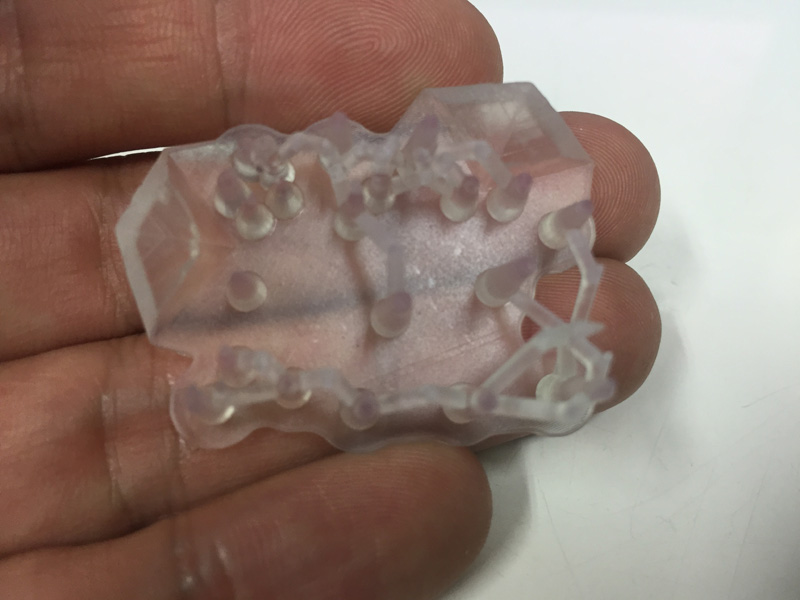
 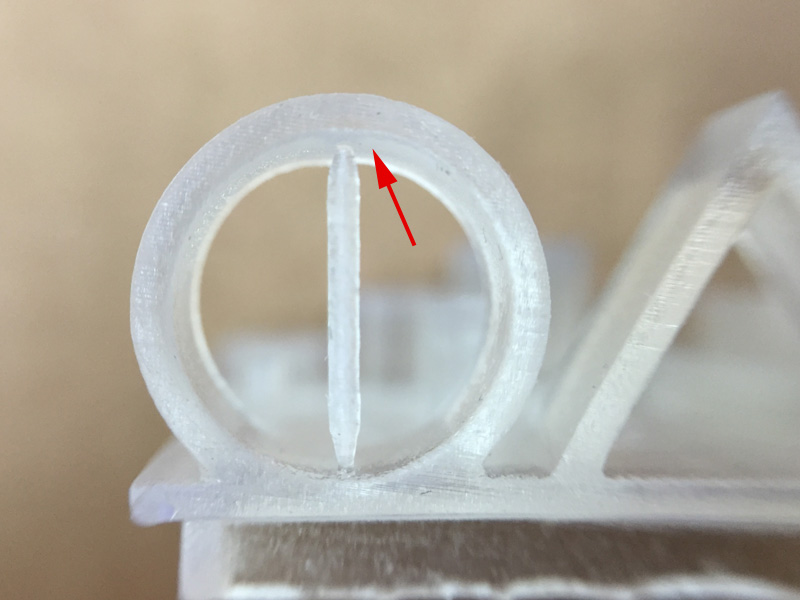 위 링 형태를 보면 전혀 빛샘현상 영향을 받지 않은 것처럼 보입니다. 하지만 두께를 확인하면 1mm 보다 조금 두꺼워진 것을 확인할 수 있습니다.
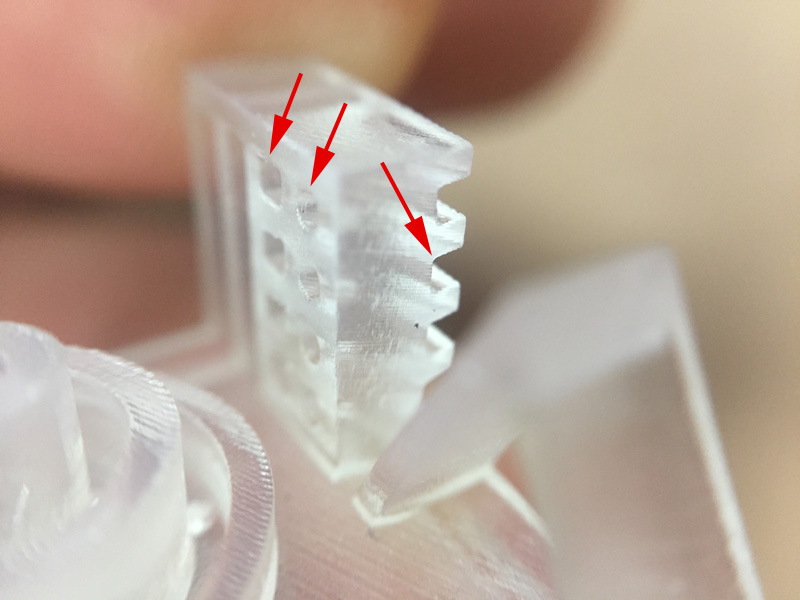
  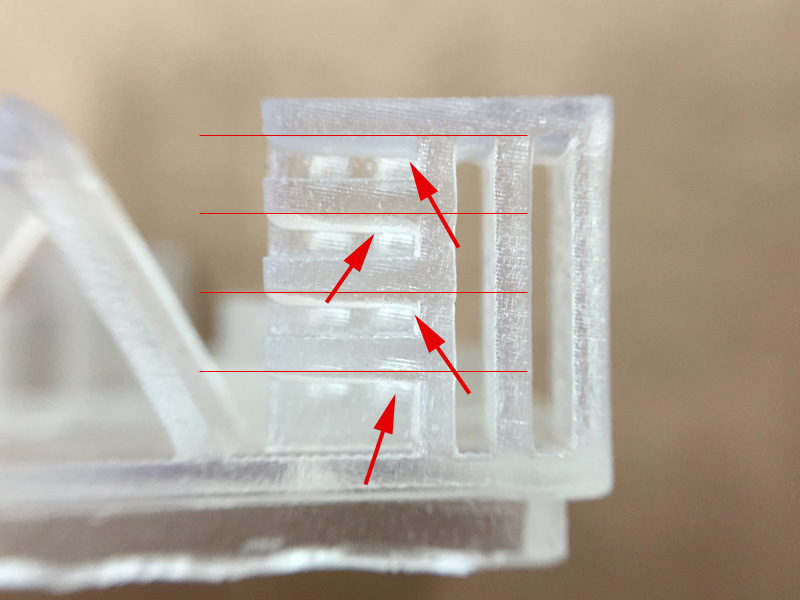 특히 위 사진에서와 같이 레진이 고여 흘러내리지 못하는 구석 부분은 조금 더 문제가 확연히 보였습니다. 위 사진에서는 가장 아랫부분만(1층 천장) 참고하시기 바랍니다. 2층~4층은 천장을 올려다보는 각도이기 때문에 더 심해보이지만 그정도는 아닙니다.
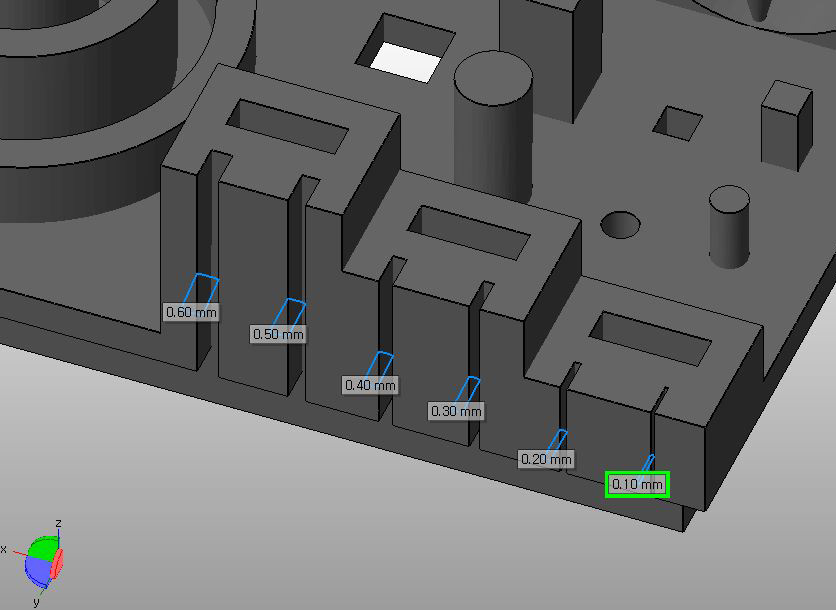 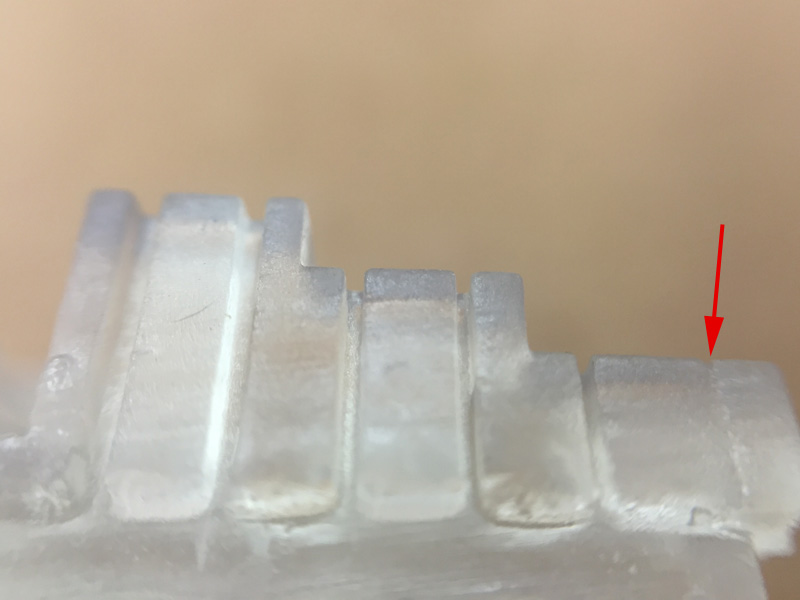 위 사진을 보면 가장 오른쪽 0.1mm 틈은 거의 막힌 상태로 출력되었습니다. 0.1mm 홈이 표현되지 못한 점은 상당히 아쉽습니다. 아마도 기울여 출력되어 빛샘현상 영향을 어느정도 받지 않았나 예상됩니다.
투명재질에서 이정도의 빛샘현상 정도는 상당히 미미한 수준입니다. 투명도가 낮은 재질의 경우 빛샘현상 걱정은 전혀 안해도 될 듯 싶으니 이보다 좋을 순 없겠습니다. DLP 프린터에서는 상상할 수 없는 수준임은 분명합니다.
4. 수평면 품질
아쉽게도 이번 출력물 샘플은 기울여진 상태로 배치되어 수평면 품질을 정확히 파악하기는 어렵게 됐다고 생각하고 있던 순간 서포터 판이 보였습니다.
FDM 방식과 SLA 방식은 면을 만들기 위해서는 수많은 선으로 표현해야 합니다. 이런 이유로 DLP 방식에 비해 출력시간이 상당히 긴편입니다. 물론 SLA 방식은 레이져가 상당히 빨리 움직이기 때문에 FDM 방식보다는 훨씬 빠르긴 합니다.
FDM 방식은 수평면이 격자형태와 비슷하게 표현됩니다만, SLA 방식은 이미 매끄러운 표면에 담겨있는 액상레진을 빛으로 경화시키기 방식이기 때문에 매끄러운 표면을 얻을 수 있습니다.여러번 겹쳐FDM 방식처럼 격자형태처럼 보이지 않고 매끄러운 면을 표현할 수 있습니다.
  하지만 확대를 해보니 면이 오돌토돌하게 느껴지지는 않지만 약한 라인 무늬가 보입니다. 저도 확대를 해보고야 알았으니 눈으로는 쉽게 보이지 않는 정도입니다.
3D몬의 주관적인 견해로는 예상했던 것과 같이 고가(高價)의 SLA 프린터 정도의 성능은 보여주는 것 같습니다.
추가적으로 두가지 정도 더 확인하고 싶은 사항들이 있습니다. 출력시간과 슬라이딩 필링(Peeling) 방식에 따른 장단점 입니다.
1. 이번 Form 2 에서 적용한 레진을 섞어주는 용도의 와이퍼 기능으로 출력시간이 좀 더 길어지지 않을까 예상됩니다.
2. 또한, 출력물의 슬라이스 단면적이 상당히 넓은 솔리드(Solid)한 모델일 경우 슬라이딩 필링 방식이 문제가 없을지 궁금합니다.
이 사항들은 최대한 빠른 시일 내에 Form 2 를 입수하여 확인해 봐야겠습니다.
Formlabs 웹사이트에서 제공하고 있는 출력샘플 사진들을 보고 상태를 판단하기에 이번 리뷰가 도움이 된 듯 싶습니다.
거의 모든 출력물들은 기울여진 배치가 적용되어 출력된 것으로 보입니다.
아래 반지 모델의 밑 서포터 판을 보면 위 반지가 비춰 보일 정도로 매끄럽지만, 그 다음 사진 상의 기어부 주변 평면들은 선들이 두드러지게 보입니다. 아마도 100um(0.1mm) 레이어 두께로 출력된 듯 싶습니다.
보면 볼수록 레진 색상들이 매력있습니다. 청색은 태우면 재가 남지 않는 쥬얼리 캐스팅용 레진입니다.
    ※ 이 리뷰는 3D몬에서 Formlabs사에 샘플출력을 의뢰하여 결과물로 받은 출력물에 국한된 결과로써 3D몬의 주관적인 판단 및 견해라는 점을 염두에 두시길 부탁드립니다. |
| 댓글 3 |
   |
블로그 INDEX




(주)쓰리디몬
주소 : 서울시 송파구 법원로11길 25(문정동), H비지니스파크 B동 912호 | 대표 : 조중현
쇼룸 : H비지니스파크 B동 512호 | A/S : H비지니스파크 B동 지하3층 307호
사업자등록번호 : 876-87-00373 | 통신판매신고번호 : 2019-서울송파-1844
개인정보관리책임자 : 박정배 | 호스팅제공자 : 카페24(주)
고객센터 (10am~5pm) : 02-546-2617 | Email : support@3dmon.co.kr

주소 : 서울시 송파구 법원로11길 25(문정동), H비지니스파크 B동 912호 | 대표 : 조중현
쇼룸 : H비지니스파크 B동 512호 | A/S : H비지니스파크 B동 지하3층 307호
사업자등록번호 : 876-87-00373 | 통신판매신고번호 : 2019-서울송파-1844
개인정보관리책임자 : 박정배 | 호스팅제공자 : 카페24(주)
고객센터 (10am~5pm) : 02-546-2617 | Email : support@3dmon.co.kr
© Copyright 2025 3DMON Inc. All rights reserved.

